Die Passivierung von HSS-Werkzeugen ist ?u?erst schwierig, wobei es drei Hauptprobleme gibt.
Entgraten von Schneidkanten
Passivierung von Schneidkanten
Wenn einer dieser drei Punkte nicht richtig behandelt wird, kann die Passivierung dieses HSS-Werkzeugs schlechter sein als wenn es nicht passiviert wird.
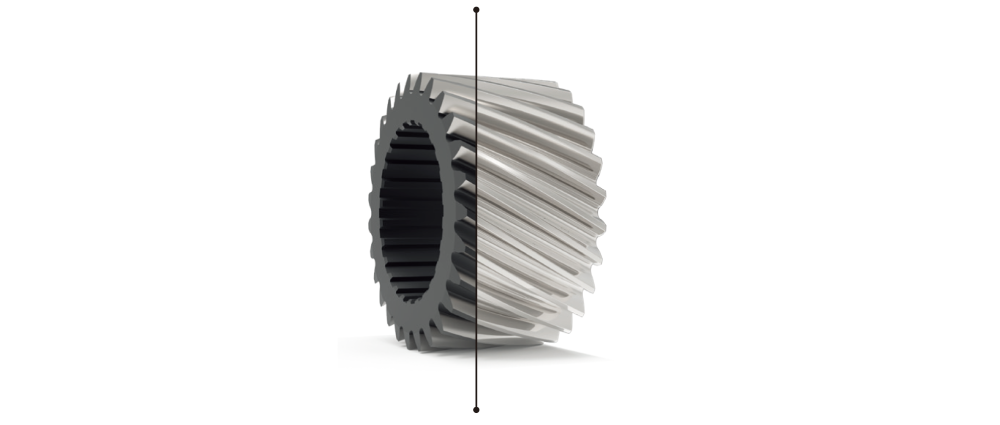
Das Material des Fr?sers ist Schnellarbeitsstahl. Beim Einsetzen der Z?hne ist die Auf- und Abw?rtsbewegung des Fr?sers die Hauptschneidbewegung, und die Geschwindigkeit der Bewegung entspricht der Schnittgeschwindigkeit. Darüber hinaus greifen die Zahnr?der der Fr?se und des Werkstücks in einem bestimmten Geschwindigkeitsverh?ltnis ineinander, was eine Vorschubbewegung in Umfangsrichtung darstellt.
Um die Lebensdauer des Fr?sers zu erh?hen, ist es notwendig, sowohl die oberen als auch die beiden seitlichen Z?hne zu passivieren, um sicherzustellen, dass die Schneide w?hrend des Fr?svorgangs entfernt wird.
Arbeitsprinzip des Zahnradfr?sers
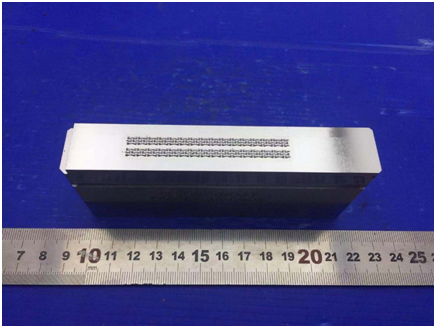
Die neu entwickelten Schleifmittel von ZOTEC sind ideal für die Passivierung von HSS-Werkzeugen geeignet. Wir haben mit der ZOTEC DF-3 Maschine und den neu entwickelten Schleifmitteln experimentiert. Nachdem wir den Kantenpassivierungswert mit der Maschine gemessen hatten, erhielten wir folgende Ergebnisse.
| Passivierungswert vor der Verarbeitung | Passivierungswert nach der Bearbeitung |
| | |
| | |
| | |
Die bearbeiteten Werte verl?ngern die Lebensdauer der Zahnradsto?maschine erheblich, und die Oberfl?chenrauheit der bearbeiteten Zahnr?der wird deutlich verbessert.